Micro Spot Resistance Welding Equipment
Single Pulse Research and Light Production Resistance Welder Technical Specifications
Energy Adjustment and Pulse Control
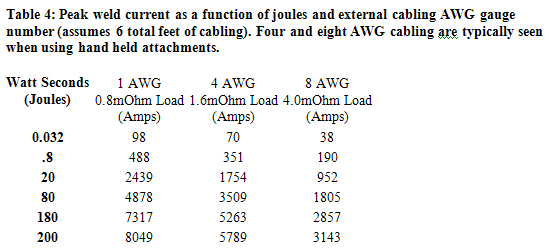
Sunstone Single Pulse welders allow a large degree of control over the entire welding process. The energy stored and released with each weld discharge can be infinitely adjusted between minimum and maximum values. The pulse width dial allows fine control over the duration of the weld pulse and the energy released with each pulse. The weld energy knob controls the total welder energy storage and also sets the peak weld current. Typical values of peak current with weld energy and load are given in Table 1. The amount of energy released for each pulse width setting is a function of the welding load (resistance).
How to Use the Pulse Width Dial
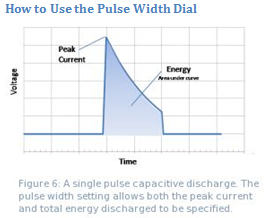
Controlling voltage (energy storage) and pulse width allows the user to manage both the energy released during the welding process and the peak electrical current experienced by the weld material. These parameters are important when welding materials that have diverse thermal and electrical properties.
There are several factors that should be considered when selecting the correct pulse width setting. For example, when welding highly conductive materials such as copper, the peak weld current must be higher than resistive materials (e.g. steel). Thus welding a thin copper part may require a high weld voltage (peak current) but a small pulse width (total energy). Conversely a thin steel part may require a lower weld voltage (peak current) and longer pulse width (to provide enough energy). Figure 6 (above) shows how voltage, peak current and energy relate.

Technical Resources
Sunstone Single Pulse Welder Instruction Pamphlet pdf