630ws Dual Pulse Capacitive Discharge Spot Welder
Sunstone Dual Pulse Capacitive Discharge Spot Welder
Fundamentals of Capacitive Discharge Resistance Spot Welding
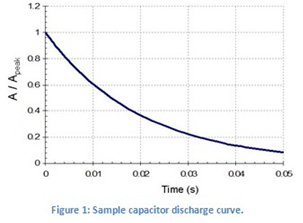
Capacitive discharge resistance welding uses capacitors to store energy for quick release. Figure 1 shows a typical capacitor discharge curve. Capacitive resistance welders, also called capacitive discharge or CD welders, have many advantages over other welder types. Weld nugget formation takes place during the first few milli-seconds of the welding process. A CD welder allows extremely fast energy release with large peak currents. More of the energy goes into weld formation and less into heating surrounding material. The heat affected zone, where the properties of the metal have been changed by rapid heating and cooling, is localized to a small area around the weld spot. The quick discharge rate of CD welders also allows electrically and thermally conductive materials, such as copper or aluminum, to be welded. Capacitive welders deliver repeatable welds even during line voltage fluctuations because weld energy is stored before use.
Weld Formation
Spot welding relies on metal resistivity (resistance) to heat and fuse metal. A large current is passed through the work piece metal. Energy is dissipated due to the metal resistance in the form of heat which melts and fuses weld materials. There are two phases to the melting process. The welder must overcome both the material contact resistance and the bulk resistance of the material. Figure 2 shows an example of a micro-scale surface profile. On the micro-scale, material surfaces are rough and only contact in a limited number of locations. In the first few milli-seconds of weld formation the high-resistance metal bridges melt allowing other bridges to come into contact to continue the melting process. When all of the bridges have fused the contact resistance is zero. The bulk resistance of the metal then plays the final role in the weld formation.
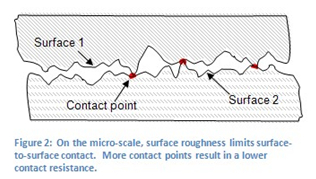
Several other factors play a part in the contact resistance. The larger the contact resistance the hotter the resultant weld. On the micro-scale, contact resistance is reduced when more metal bridges or contact points are formed (see Figure 2). Using more electrode pressure creates more metal bridges. This results in a lower contact resistance and a cooler weld. Conversely, light electrode pressure results in less metal contact, higher resistance, and a hotter weld. An appropriate amount of pressure should be used to insure good weld strength.
Using the Dual Pulse Weld Function
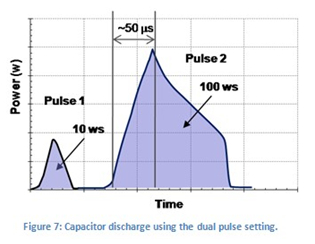
Using multiple current pulses increases weld quality. In dual pulse mode Sunstone welders will fire twice from a single actuation. The first pulse is used to remove surface inconsistencies and contaminants. This initial burst of energy displaces oils and breaks through oxide layers. The pulse also seats the welding electrodes. The second pulse is done at a much higher energy level (watt*seconds) and performs the actual weld. Figure 7 shows what the welder discharge curve would look like using the dual pulse setting as outlined above.
Setting Pulse 1 and 2
The Pulse 1 energy setting should be chosen such that the parts adhere weakly. To determine Pulse 1, turn off Pulse 2 and do a series of test welds starting at a low pulse energy setting. Increase the pulse energy 3-5% every test until the parts just stick together. Pulse 1 energy should then be decreased by 3-5%. Pulse 2 should then be set at a level 4 - 5 times that of Pulse 1. A test weld should be performed and pulled apart to determine weld strength. A nickel strip to nickel plated steel weld, typically seen in battery pack manufacturing, should pull apart leaving holes in the thin nickel metal and leaving the weld nuggets on the battery terminal. Thicker materials should be pulled with a specific pull force requirement in mind.
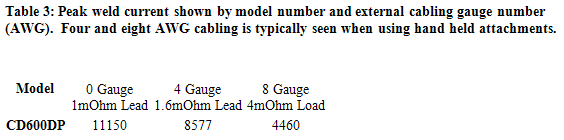
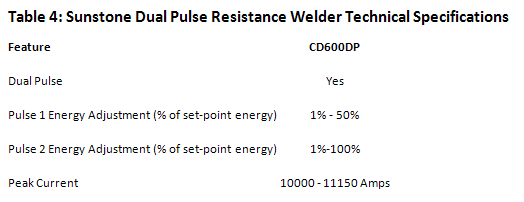
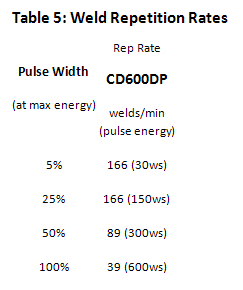
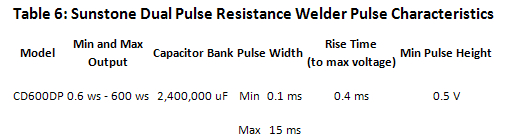
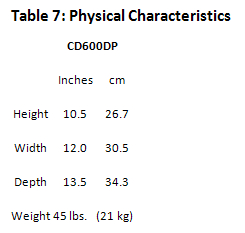
Welder Specifications